 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Kisebb lehet-e a fogaskerék fogaszáma 17-nél?
A fogaskerek a napimőiben széleskörűen használt komponens, akár repülőgépekben, akár árukulcsabókban, autókban, stb. A fogaskerek tervezése és feldolgozása közben viszont követelmények vannak a fogaszámmal kapcsolatban. Van, akik azt állítják, hogy kevesebb, mint 17 fogású fogaskerek nem tudnak forgálni, mások meg rámutatnak arra, hogy rengeteg olyan fogaskerék van, amelynek kevesebb, mint 17 fogása van, és jól működik. Valójában mindkét állítás helyes. Tudod miért?
 Miért 17 a fogaszám?
Miért 17 a fogaszám? 
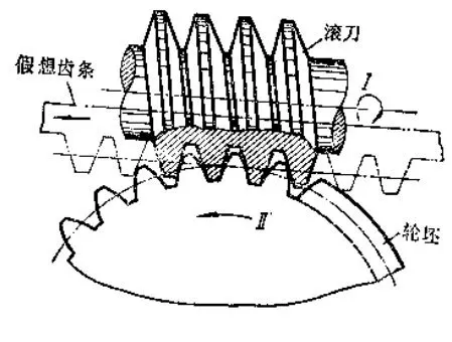
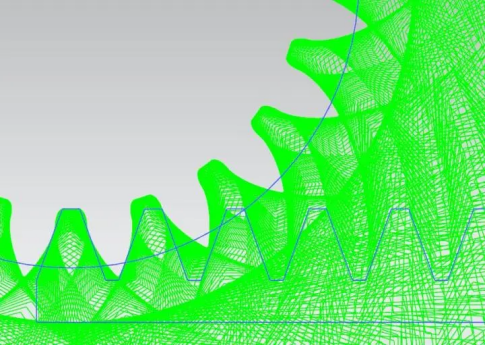
Miért éppen 17, és nem más szám? A 17-es számra vonatkozóan ez a fogaskerék gyártási módszerrel kapcsolatos. Az alábbi ábra szerint egy széleskörben használt módszer a fogaskerék kivésése hobbal.
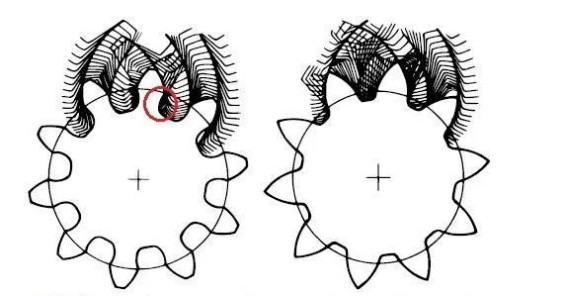
Amikor a fogak száma kicsi, egy undercutting nevű jelenség fordul elő, ami befolyásolja a gyártott fogaskerék erősségét. Mi az undercutting? Ez azt jelenti, hogy a gyökér vágva marad. Vedd figyelembe az ábrán látható piros keretet:
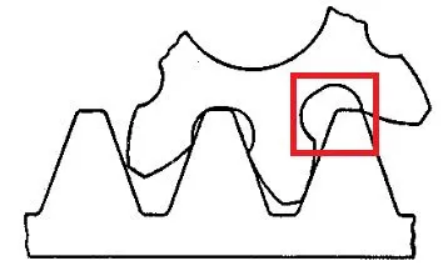
Ha a fog teteje és a hajlítási vonal metszéspontja meghaladja a vágandó fogaskerék határértelmezési pontját, akkor a fogaskerék gyökérén lévő involútás alakú rész eltünteti. Ezt a jelenséget undercuttingnek hívjuk.
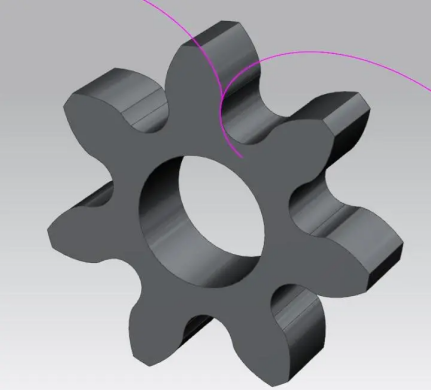
Milyen körülmények között lehet elkerülni az undercutting-t? A válasz a 17-es számban rejlik, amely megfelel egy 1-es fogtetej magasságú együttnak és egy 20 fokos nyomászögnél. Először is, a sebességváltók forgathatók, mert a felső és alsó sebességváltóknak jó átviteli kapcsolatot kell kialakítaniuk. Csak akkor lehet stabil kapcsolat a kettő között, ha a kapcsolat megvan. Példaként az involute sebességváltókat vehetjük, a két sebességváltó közötti jó hálózattal játszhatjuk el a szerepünket, amely két típusba oszlik: egyenes fogú hengeres sebességváltók és spirálos hengeres sebességváltók. A szabványos egyenes sebességváltó van egy fogcsapka magassági együttható 1, a foggyökér magassági együttható 1,25, és egy nyomásszög 20 fok A sebességváltó feldolgozása során, ha a sebességváltó üres és a szerszám két sebességváltó. Ha a fogak száma kisebb, mint egy meghatározott érték, ki kell ásni a foggyökérét, amit alulvágásnak neveznek. Ha a vágás túl kicsi, az befolyásolja a szerszám szilárdságát és stabilitását. A 17-es, amit itt említettünk, a sebességváltók. Ha nem beszélünk a sebességről, akkor a sebesség, függetlenül attól, hogy hány fog van benne, működik és működhet. Ezenkívül a 17 prímszám, ami azt jelenti, hogy egy fogas fog és egy másik fogas fog összeütközése minimális egy bizonyos körszámban, és a erő nem lesz hosszú ideig ugyanazon a ponton. A sebességváltó pontosságú műszer, bár minden sebességváltóban hibák lesznek, de a 17-es által okozott tengely kopás esélye tényleg túl nagy, így ha 17-es, akkor rövid ideig mozoghat, de nem lehet hosszú távú. De felmerül a kérdés! A piacon még mindig sok olyan sebességváltó van, amelynek kevesebb mint 17 foga van, és ezek továbbra is jól működnek, amint a képek is bizonyítják.
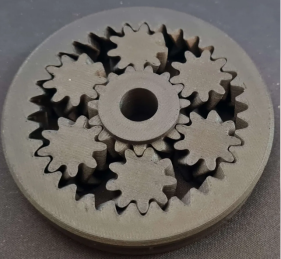
Néhány felhasználó azonban rámutatott, hogy a gyártási módszerek megváltoztatásával a normál involuciós sebességváltók kevesebb mint 17 foggal is előállíthatók. Természetesen, ilyen fogaskerék is könnyen megragadhat (a fogaskerék interferenciájának miatt, nincs kép, kérem, képzelje el), és ezzel a módszerrel valójában nem tud mozogni. Vannak számos megfelelő megoldások, az eltolott fogaskerékek a leggyakrabban használtak (vulgárisan szólva, azt kell tenni, hogy egy kicsit elmozdítjuk az eszközt a vágás közben), vannak csavarfogaskerékek, cikloidalis fogaskerékek stb. Létezik egy általános cikloidalis fogaskerék is.
Egy másik internét felhasználó véleménye: Úgy tűnik, mindenki még mindig túl sokat bíz a könyvekben, és nem tudom, hányan tanulmányozták át a fogaskerék működését. A mechanikai elvek tárgyában azt tanítják, hogy a fogaskerék fogainak száma 17-nél kell legyen nagyobb, hogy ne alattérjenek, ez azon alapul, hogy a fúróeszköz előréseleje top-szög R értéke 0. De hogyan lehet, hogy a gyári eszközöknek nincs R szöge? (Ha nincs R szög, az eszköz éles lesz, a tömeg koncentrálódik, és a hőkezelés során könnyedén törhet, valamint használattal könnyen kiportálhat vagy törhet.) És még ha az eszköznek sincs R szöge, az alattérés esetén bekövetkező maximális fogaszám nem feltétlenül 17, tehát a 17 fogáról szóló állítás valójában vitatható! Nézzünk meg néhány képet.
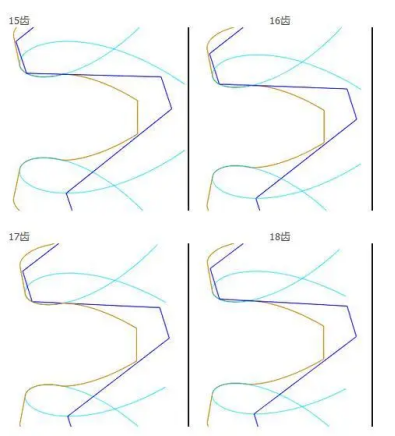
A ábráról látható, hogy amikor olyan eszközt használnak, amelynek az elüli rejtéző felülete R szögű, mint 0, a fogaskerék feldolgozásához, nem fordul elő nyilvános változás a gyökér átmeneti görbén 15 és 18 fog között. Miért pedig 17 a fogszám, ahol az érintői fogaskerék kezd undercut-ot termelni?
Hiszem, ez az ábra, amely bemutatja a fogalmat, ismert kell legyen a gépészmérnöki hallgatóknak, akik fogaskerék-generátort használtak. Látható, hogy az eszköz R szögének mérete befolyásolja a fogaskerék undercut-ját.
A képen a piros kiterjedt külső epitrochoid görbe a foggyök részének jellemzője, ami az alulvágás utáni fogprofil vonal. Mekkora lesz a foggyök alulvágásának hatása a használatra? Ez meghatározott a másik fogás tetejének relatív mozgásával és a foggyök erőforrásával. Ha a párosított fogás teteje nem érinti az alulvágott részt, akkor ez a két fogaskerék normálisan fordulhat (Megjegyzés: Az alulvágott rész nem involútus profilú. A nem involútus profil és az involútus profil összeérkezése nem speciális tervezés nélkül általában nem konjugált, azaz zavaró lesz).
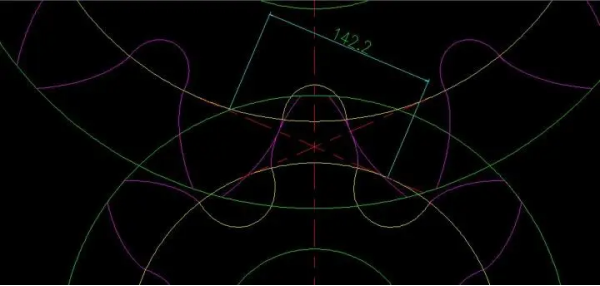
Ebből a számból látható, hogy ezek két fogaskerék meshelési vonala éppen súrlódik az általános görbén lévő kör legnagyobb átmérőjével (Megjegyzés: A lila rész az evolvens fogprofilm, a sárga rész a kivágás, és a meshelési vonal nem menhet be alacsonyabb pontokba a báziskörnél, mivel nincs evolvens alul a báziskörön. Bármi helyzetben sem lehetnek a két fogaskerék meshelési pontjai ennek a vonalnak azon túl), azaz ezek a két fogaskerék pontosan normálisan meshelhetnek. Természetesen ez nem engedélyezett a műszaki gyakorlatban, a meshelési vonal hossza 142,2, és ez az érték / bázispitch = overlap arány.
Néhányan azt is mondják: Először is, a kérdés feltétele hibás. A 17-nél kevesebb fog nem befolyásolja az használatot (az első válaszban szereplő leírás helytelen, a fogaskerék helyes összeférésének három feltétele nincs kapcsolatban a fogak számával), de 17 fog esetén bizonyos speciális körülmények között néhány feldolgozási nehézség merülhet fel. Itt több tudást szeretnék megosztani a fogaskerékről.
Először is beszéljünk az evolvens görbéről. Az evolvens görbe a leggyakrabban használt fog alakja a fogaskerékeknél. De miért éppen evolvens? Mi a különbség ezen vonal és egy egyenes vagy ív között? Lásd lentebb az ábrát, amely egy fél fogu evolvens görbéjét mutatja be.
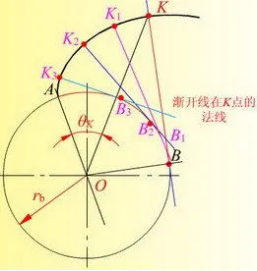
Az evolvens görbét egyszerűen úgy lehet leírni, mint egy pont pályáját egy egyenesen, amikor az egyenes gördül egy kör mentén. Ennek a előnye nyilvánvaló. Amikor két evolvens görbe összefér, ahogy az alábbi ábra is bemutatja.
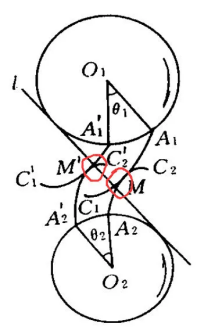
Amikor a két kerék forgal, a kapcsolatpontban (például M, M'), a erő iránya mindig ugyanazon egyenesen helyezkedik el, és ez az egyenes merőleges a két evolvens alakzat (szelet) érintkezési felületére. Mivel merőleges, közöttük nem lesz "csúszás" és "török", ami objektívan csökkenti a fogaskerék összekapcsolódásánál fellépő törést, nemcsak hogy növeli az efficienciát, hanem hosszabbítja a fogaskerék élettartamát is.
Természetesen, mint a leggyakrabban használt fogsorprofil – az evolvens görbe, nem az egyetlen lehetőségünk.
Beszéljünk még egyszer az „alulvágásról”. Mint mérnökök, nemcsak azt kell figyelembe vennünk, hogy valóságos-e a szintaktikai szinten és jó-e az hatás, de sokkal fontosabb, hogy meg kell találnunk a módokat a szintaktikai dolgok bemutatására, amelyek anyagválasztás, gyártás, pontosság, tesztelés és más elemekkel járnak.
A fogaskerék szokásos feldolgozási módszerei általában két csoportba oszthatók: formáló és generatív módszerre. A formáló módszer esetén közvetlenül le van vágva a fog alakja egy olyan eszközzel, amely megfelel a fogak közötti tér alakjának. Ez általában tartalmazza a forgatószerszótárakat, papillon csiszoló kerékpárakat stb.; a generatív módszer bonyolultabb, amelyet úgy érthetünk fel, mint két fogaskerék összekapcsolódását, ahol az egyik nagyon kemény (eszköz), míg a másik még fehérlapként van. Az összekapcsolódás folyamata az, hogy lassan közelednek egymáshoz a normális összekapcsolódásig, miközben a új fogaskeréket levágják. Ha érdekel, megtalálhatja a "Gépi Elmélet" című tananyagot a konkrét tanulmányozás érdekében.
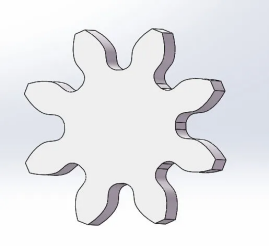
A generáló módszer széleskörűen használatos, de amikor a fogaskerék kevesebb fogszámmal rendelkezik, az eszköz csúcsa és a rácsolási vonal meghaladja a kivágandó fogaskerék határértékű rácsolási pontját, és ekkor a feldolgozott fogaskerék gyökere túlzottan leszedésre kerül. Mivel a levágott rész a határértékű rácsolási pontot meghaladja, nem befolyásolja a fogaskerék normális rácsolását, de a hátrány, hogy csorbítja a fogaskerék erősségét. Ilyen fogaskerékek, amikor nehéztömeges alkalmazásokban, például gépgyártókban használják, éleken vannak a fog töréseire, ahogy az alábbi ábra is mutatja, egy 2-modulusos, 8-fogás fogaskerék modelljét, amely normálisan feldolgozva lett (levágással).
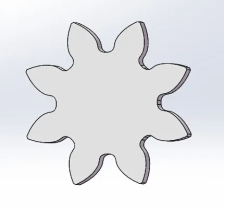
És 17 a fogszám korlátja a váltókörös szabványunk szerint. A 17-nél kevesebb fogú váltóköröknek normális generatív módszerrel feldolgozásakor "felszín-visszavágás" jelenségére lesz szükségük, és ekkor a feldolgozási módot kell módosítani, például eltolással, ahogy az alábbi ábrán látható, hogy a 2-modulusos, 8-fogú váltókört eltolással dolgozták fel (kicsi felszín-visszavágás).
Természetesen itt leírt tartalom nem komprehenszív, sőt a mechanikában sokkal több érdekes rész van. Az ilyen részek gyártásában is több probléma merülhet fel a műszaki gyakorlatban. Azoknak, akik érdekel a fehérpénz, talán jobban figyelni kellene.
Következtetés: A fogakkal számított 17 a feldolgozási módból ered, és azon is függ a feldolgozási módtól. Ha megváltoztatja vagy javítja a fogaskerék feldolgozási módját, például a formálási módot, a tolásos feldolgozást (itt konkrétan egyenlőtérű hengeres fogaskerékekra vonatkozik), akkor nem lesz alágás jelenség, és nincs korlátozás a 17-es fogaszámra.
Emellett ebből a kérdésből és annak válaszaiból látható, hogy a gépészeti diszciplínának egyik jellemzője a magas elméleti és gyakorlati összekapcsolódás.
Hálózati személy véleménye: Először is, a 17-nél kevesebb fogassal rendelkező fogaskerékek nem tudnak forgálni állítás helytelen. Röviden bemutatjuk, hogyan jött létre a 17 szám.
A fogaskerékek olyan mechanikai komponensek, amelyeknek van fogása a szélén, amelyek folyamatosan ránkavarodnak, hogy mozgást és erőt továbbítsanak. A fogaskerék profiljai közé tartozik az involút, a köríves stb., és az involút profilú fogaskerékek törekvényszabályosabb használatban vannak.
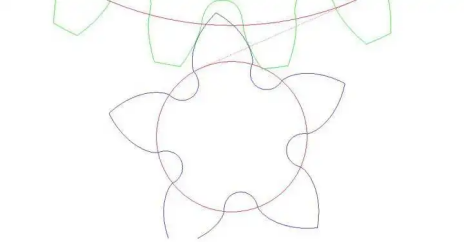
A nyílt fogaskerékrendszereket egyenlő szárnyalú hengeres fogaskerékként és csavarhengeres fogaskerékként osztják csoportokba. Az általános egyenlő szárnyalú hengeres fogaskerék esetén a fogasz magasságának együtthatója 1, a foggyök magasságának együtthatója 1,25, és a nyomás szöge 20°. A fogaskerék feldolgozása általában generatív módszert használ, azaz az eszköz és a fogkerékvonal közötti mozgás a feldolgozás során olyan, mintha egy párosított fogaskerékrendszer lenne. Az általános fogaskerék feldolgozásánál, ha a fogak száma egy bizonyos konkrét értéknél kisebb, a fogkerékvonal nyílt görbéje a foggyök részén le lesz vágtatva, amit alávágásnak nevezünk, ahogy azt az alábbi bal oldali ábra mutatja. Az alávágás komolyan befolyásolhatja a fogaskerék erősségét és a továbbítás simaságát. Az alávágás elkerülésének minimális értéke 2*1/sin(20)^2 (ahol 1 a fogasz magasságának együtthatója, és 20 a nyomás szöge).
A fogask száma 17 itt a szabványos egyenes fogású hengerverekre vonatkozik. Sokféle mód van az aljzati kivágás elkerülésére, például a verékkelése általánosan, amely azt jelenti, hogy az eszközt távolítjuk el vagy közelebb hozzuk a fogaszál forgási középpontjához. Itt, az aljzati kivágás elkerülése érdekében szükséges választani a kontúr középpontjától való távolodást, ahogy az alábbi jobb ábra is mutatja, és újra kapunk teljes ellentétes görbéjű profilis fogast.
A verékkelés után a vernyíló még mindig forgatható anélkül, hogy befolyásolná. Ahogy fent látható, alkalmas verékkeléssel 5 fogású vernyíló is forgatható. Valójában a csavarvernők is elkerülhetik az aljzati kivágást vagy csökkenthetik az aljzati kivágás minimális fogasszáma.
T a 17-es szám kiszámítható. Nem azt jelenti, hogy a 17-nél kevesebb fogású váltókincsek nem fordulhatnak, de ha kevesebb, mint 17 fogás van, akkor könnyű az involútak görbének egy részét levágani a váltókincs gyökérén a feldolgozás során, ami azaz alávágás, amely csökkenti a váltókincs erősségét. Ahhoz, hogy hogyan számítsuk ki, teljesen matematikai probléma, tekintse a fentiekben megadott képletet, a rácsolási szög a=20 fok esetén a minimális fogás-szám, amely nem okoz alávágást, 17.
Hálózati felhasználó nézete: A váltókincs fogásainak számáról, hogy lehet-e kevesebb, mint 17, érdemes gondolkozni. A szabványos váltókincsek esetében a fogások száma valójában nem lehet kevesebb, mint 17. Miért? Mert ha a fogások száma kevesebb, mint 17, akkor a váltókincs alávágási jelenséget mutat.
Az úgynevezett alávágás arra utal, hogy adott feltételek mellett a fogástól elvárt mélyebbre vág a kesztyű fogás csúcsa a generatív módszerrel történő fogaskesztyű-vágáskor, és a fogaskesztyű gyökéről levágódik egy része az involútának a profinnak.
 Generatív módszer
Generatív módszer 
A generáló módszer (más néven fejlesztési módszer) egy fogaskerék-feldolgozó technika, amely a geometriai burkoló elvet használja. Az involút fogsorok és az ellenálló fogaskerék szögsebessége (w1) adottak, és a két fogsor összekapcsolódása alapján megkapható a hajtómű szögsebessége (w2), valamint a fogaskerék arány (i12 = w1/w2) állandó érték. Ez abból fakad, hogy a két fogsor összekapcsolódása során a két távolsági kör tiszta gördülést végez. Amikor a távolsági kör 1 tiszta gördülést végez a távolsági kör 2-n, akkor a fogaskerék 1 fogsora egy sor relativ helyzetet foglal el a fogaskerék 2-szel szemben, és ezek relativ helyzeteinek burkolója a fogaskerék 2 fogsora. Más szavakkal, a két távolsági kör tisztán gördülése során a két involút fogsor egymás burkolójaként tekinthető.
Alulvágási jelenség
Az alávágás oka: Amikor a szerszám fogaskörének és a rácsolási vonalnak a metszéspontja meghaladja a rácsolási korlát pontját N1, és a szerszám tovább mozdul a II. pozícióból, akkor levág egy részét az már gépelésre került félkör alatti fogaskörnek.
Az alávágás következményei: A súlyos alávágással járó fogaskerék egyrészt csökkenti a fogak hanyatló erősségét, másrészt csökkenti a fogaskerék átviteli kifejezettsegét, ami nagyon kedvezetlen az átvitel szempontjából. Az alávágás oka: Amikor a szerszám fogaskörének és a rácsolási vonalnak a metszéspontja meghaladja a rácsolási korlát pontját N1, és a szerszám tovább mozdul a II. pozícióból, akkor levág egy részét az már gépelésre került félkör alatti fogaskörnek.
A nem szabványos fogaskerékek esetében elfogadható 17-nél kevesebb fog is.
Ezzel mind said, mi a véleményed? Kérlek, bocsáss el egy hozzászólást és ossza meg~




